ORNAMENTAL TURNING LATHES AND THEIR ACCESSORIES
by John Edwards
INTRODUCTION
Complex lathes started to be developed in about the 15th century when the nobility of Europe commissioned and collected the beautiful wood and ivory turnings made on them. During the 17th and 18th centuries kings and princes employed the best turners and engineers to produce ever more complex machines and fantastic artefacts and many of the nobility took up ornamental turning as a hobby. Following the French Revolution the centre of interest in this hobby transferred from France to England where it spread widely, not only among the aristocracy but later to the wealthy middle classes. This change was largely influenced by John Jacob Holtzapffel, an engineer of Alsatian descent who moved from Strasburg to London in 1792 and set up a lathe-making business that was to flourish until the First World War. With the advent of the motorcar the hobby of ornamental turning was largely abandoned until 1948 when the Society of Ornamental Turners was formed.
An ornamental turning lathe may be described as a combination of a light engineering lathe with a milling or engraving machine and having additional complexities to position the work and/or the cutting tool to move on a path other than circular. The following notes describe the main features:
The Traversing Mandrel or Screw-Mandrel (or lathe spindle) traverses (or slides) so that the work may be advanced towards the cutter under the control of a swash-plate for obliquely-inclined cutting, by a rosette for cutting wavy lines on cylinders or by a screw-thread guide for cutting short screw threads.
The Overhead Drive is a system of bands and pulleys to drive a Cutting Frame (holder of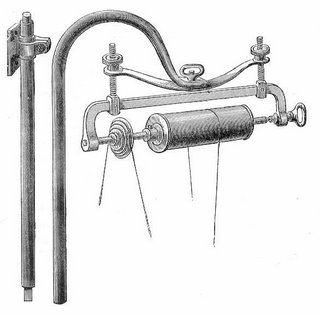 a flying cutter) which cuts shapes or patterns into the work according to the profile of the cutter and its path of movement.
a flying cutter) which cuts shapes or patterns into the work according to the profile of the cutter and its path of movement.
Early complex lathes had an overhead flywheel to drive the ornamental cutters but this was not popular in England where Holtzapffel introduced the ‘Shepherd’s Crook’ type whereby a band from the under-bed flywheel drives a drum from which a second band drives the ornamental cutting frame. J H Evans later introduced a Double Standard Overhead having cranes with weights and jockey pulleys to give adequate tension to the drive band at all times. Several other methods were developed, one of the best of these is the single crane type often used by modern turners with an electric motor doubling as a counterbalance weight.
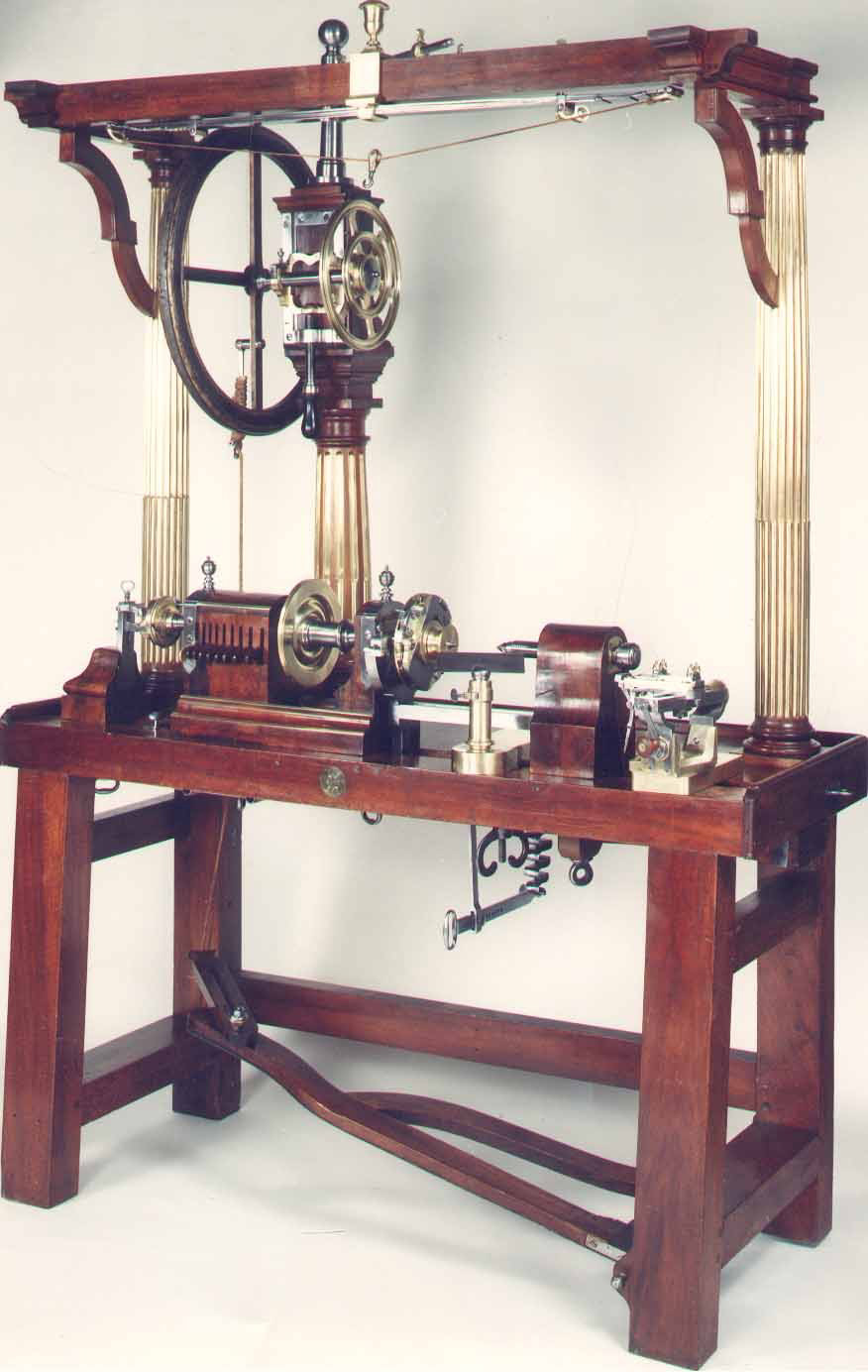
Here is a typical high-class late model Ornamental Turning lathe by Holtzapffel (m ade at the start of the First World War) with double mahogany frame, treadle, flywheel, shepherd’s crook overhead, screw-mandrel headstock, screw-barrel tailstock, ornamental slide-rest and mahogany backboard chest of tools.
ade at the start of the First World War) with double mahogany frame, treadle, flywheel, shepherd’s crook overhead, screw-mandrel headstock, screw-barrel tailstock, ornamental slide-rest and mahogany backboard chest of tools.
Cutters and Drills were supplied in mahogany chests. There are several sizes of cutters: long ones for use as fixed tools, called Slide-rest cutters, short ones for use in the revolving Cutting Frames, small section ones for the Eccentric Cutting Frame and usually two sizes of drills; the drills have tapered shanks made individually to fit each hand-made drilling spindle. Two drilling spindles are shown at the right-hand side of the chest, together with a pad handle for using slide-rest cutters as hand-tools. In front of the chest is a lever for ejecting drills and tweezers for extracting cutters from the chest.
The Drilling Spindle is used to drills single holes, patterns of holes or, like a router, to cut flutes. Some drills have fancy profiles for cutting mouldings. Many modern turners use a small Jacobs Chuck and straight shank drills.
Much of the ornamentation on this Victorian style Posyholder was done with the drilling spindle; the techniques used include: cutting pearls or beads, cutting flutes and drilling rings and holes.
THE ORNAMENTAL CUTTING FRAMES
A series of frames to hold flying cutters which describe different movements, such as: gashing cuts at any angle, routing cuts for flutes and mouldings, planing cuts and circular, elliptical and epicycloidal cuts. The cutting heads or spindles are driven over pulleys by a thin round belt from the overhead.
The Horizontal Cutting Frame is used with a single point cutter or occasionally with a small horizontal milling cutter. Individual plunge cuts may be taken at regular intervals to create a variety of patterns or , continuous swathes cut to
, continuous swathes cut to  produce curved areas. Long or short cutters may be used for large or small radius cuts.
produce curved areas. Long or short cutters may be used for large or small radius cuts.
The patterns on these boxes were cut with the Horizontal Cutting Frame; one using a round-nosed cutter and the other a point tool.
The Vertical Cutting Frame rotates in the vertical plane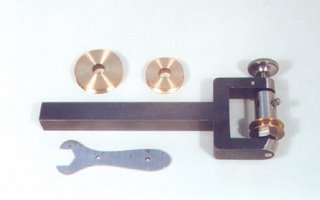 so cutting a vertical slash, groove or flute and it is used with a single point cutter cutting vertically upwards; the inconvenience of throwing wood shavings into the face of the operator is preferable to the real risk that cutting downwards can loosen the chuck on the spindle nose thread and spoil the work. The closed-end type runs very efficiently on point bearings but the open-ended type is more versatile as it can take a longer cutter for those times when a large radius concave cut is required.
so cutting a vertical slash, groove or flute and it is used with a single point cutter cutting vertically upwards; the inconvenience of throwing wood shavings into the face of the operator is preferable to the real risk that cutting downwards can loosen the chuck on the spindle nose thread and spoil the work. The closed-end type runs very efficiently on point bearings but the open-ended type is more versatile as it can take a longer cutter for those times when a large radius concave cut is required.
Here a bamboo pattern is being cut vertically on the main component of a Wassail Bowl; the wide flutes were also cut vertically.
The Universal Cutting Frame is used in exactly the same way as the Vertical and Horizontal Cutting Frames except that the cutting head may be adjusted to cut at any angle between the horizontal and the vertical. The enclosed type has the disadvantage that the pulleys may foul the work if it is required to cut up close to a shoulder.
The Geared Universal Cutting Frame has the advantage that the cutter may go very close to the work surface as the drive pulleys do not obstruct it, thus allowing a very small radius cutter to be used.
The Birch style Universal Cutting Frame uses bevel gears to transmit the drive and the more modern type uses a continuous loop driving band.
Here are some Perspex wine coasters with patterns cut by the Universal Cutting Frame.
The Internal Cutting Frame has the cutter head on an extended shaft so that it may enter deep into the work.
These have various purposes: for cleaning into internal corners, under-cutting or piercing through from the inside; some are used for cutting the internal sides of polygons. They are sometimes used in conjunction with cranked cutters. The right-angle tool-holder is useful for deep cutting and boring as it may be advanced by the long leadscrew of the slide-rest instead of the short guide screw of the tool-slide.
The Eccentric Cutting Frame is similar to a boring head, having a cutter box that can be set to drill a hole on centre or set eccentrically cut a circular groove of any radius within its range. It is used with a single point cutter for individual plunge cuts or continuous swathe cuts. A plunge cut gives a circular indentation with a radius equal to the eccentricity of the instrument, which is adjustable from zero to 1½ inches or more. Using a point tool; a series of cuts may be taken at regular intervals around the work to form a variety of patterns such as the barleycorn, the turk's head and others; or, by adjusting the radius of the cutter by regular intervals, shell patterns may be formed. Using a round-nosed cutter the tool may be used to take planing cuts to form facets or hemispheres.
The lid of this African Blackwood box was cut with the Eccentric Cutting Frame; the background pattern comprises series of 5 shallow cuts made with one space intervening. The centre pattern was cut deeper by double counting with the Eccentric Chuck.
The top of this pepper mill was cut with the Eccentric Cutting Frame at an angle of about 45°to the lathe axis.
The Ellipse Cutting Frame is like an Eccentric C/F but with two eccentricities and a 2:1 gear ratio between them so that when rotated, the cutter follows an elliptical instead of a circular path. The radius of the cutting head is adjusted to half the required minor axis of the ellipse to be cut. The spindle of the cutting head rotates within a socket on a flange; fixed to the back of this short spindle is a 36-tooth gear meshed with another 36-tooth gear combined with a 24-tooth gear meshed with a 48-tooth gear. The 36/24-tooth combination is on the pivot point of the flange and the 48-tooth gear is fixed to the main spindle which passes through the large pulley. When the large pulley is rotated the whole of the apparatus rotates around the 48-tooth gear but as the ratio of the gearing is 2:1 the cutting head rotates at twice the speed of the pulley and in the opposite direction. The flange plate may be released and moved in an arc around the pivot point so that the socket becomes eccentric to the axis of the main spindle; this eccentricity equals half the difference between the minor and major axes of the ellipse to be cut. Alterations to the eccentricity of the flange plate, being in an arc, not a straight line, change the plane of the subsequent ellipses so, to keep a series of ellipses on a common plane, it is necessary to compensate for the flange angle; this is done by rotating the main spindle by an equal change of angle using the worm and wheel adjustment at the back end of the main spindle.
The pattern on this dome-top box was cut with the Ellipse Cutting Frame and comprises a series of ellipses in a 3-looped rolling circle achieved by double counting with the Eccentric Chuck.
The four-leaf clover pattern cut in this flat-top box was made with the Ellipse Cutting Frame with substitute gears so that the motion produced a four-lobed cut instead of an ellipse.
The Epicycloidal Cutting Frame is a later development of the Ellipse Cutting Frame having an extended gear train with change-wheels so that the cutter may be made to describe an epicycloidal path (rolling circle) thus producing a series of looped figures according to the ratios of the available gear combinations.
In its basic form it can only cut fine line patterns of no great depth but, for deeper cutting it may be used with miniature cutting heads which are driven by a separate band from the overhead and these facilitate the cutting of deeper patterns without unacceptable strain on the instrument. A selection of miniature cutting heads is shown below with:
The Segment Cutting Frame, an instrument similar to the Eccentric Cutting Frame but with a ring of segment stops to terminate the cut to an arc. A fixed cutter in this instrument can only scratch a fine line but the miniature heads allow deep cuts to be made. The heads illustrated are: a stylus, an eccentric cutter, a drill and an internal cutter.
The Rose Cutting Frame works on a similar principle to the Eccentric, Ellipse etc. Cutting Frames but its head runs in a slide against the force of a spring and at one end of the head is fixed a rod passing through the back of the slide with a rubber on the end which presses onto a rosette so that as the head is rotated it oscillates, following the profile of the rosette. A pulley-driven worm-and-wheel at the back rotates the head by the main spindle which passes through the square shaft. Phasing of cuts in a series may be effected by a second worm-and-wheel at the front end by which the rosette
Miniature Horizontal Cutting Headcarrier is attached to the shaft.
On its own the Rose Cutting Frame has limited use because it can only cut fine line patterns; cutting of any depth is not possible because of its slow speed. However, like the previous cutting frames, this one may also be used with a miniature cutting head to provide the necessary speed for deep cutting. A miniature Horizontal Cutting Head has been developed by Fred Armbruster of the U.S.A. and, with the aid of this excellent addition, the Rose Cutting Frame can place rose patterns at any position on a workpiece of any shape.
The following example is an (unfinished) egg shape in Pink Ivory wood on which rose pattern have been cut at regular intervals over the surface by the Rose Cutting Frame with the miniature Horizontal C/H. This technique can only be duplicated on a proper Rose Engine with a complex circular chuck which allows rotation on several planes; such a chuck is used by jewellers when making Fabergé style ornamented eggs.
CUTTER SHARPENING, INDEXING AND THE HEADSTOCK
The Goniostat is an instrument for holding cutters at compound angles for grinding and honing. There is also a simple holder which rocks from side to side on a ball foot for honing round-nosed cutters. Ornamental cutters are sharpened as scrapers, with no top rake. Instead of the traditional emery, oilstone powder, pumice and crocus powder, more and more modern turners are now using diamond compounds for sharpening cutters.
Indexing between cuts is effected by an index or detent and division plate which arrests the lathe spindle at any point in its rotation so that a cut, or a series of cuts, may be made with a cutting frame. The simple index is a pointed detent on a spring-steel blade pivoting in a ball screwed into the headstock casting. The adjustable index has the facility of being lengthened or shortened by the adjusting and locking screws and this is useful when it is required to place a cut in a position where the simple index cannot enter conveniently into a hole on the division plate.
Slow headstock drive: a tangent screw and worm-wheel may be engaged to drive the headstock slowly so that a cutting frame may cut a swathe on the work. The wormwheel which has 180 teeth, provides an alternative means of indexing and the tangent screw also gives the facility of locking the lathe spindle more securely than is possible with the index and division plate.
Headstock Segment apparatus: so that swathe cuts may be constrained to a pre-determined segment or segments of a rotation, there is a pillar with adjustable stops next to the worm-wheel; rotation of the spindle may be stopped within any segment by taper pins placed in any two the series of 72 holes drilled in the rim of the worm-wheel; fine adjustment is effected by stop screws.
SLIDE-RESTS
The Ornamental Slide-Rest is like a compound slide but with angular adjustment to the main slide and an adjustable stop screw on the tool-slide for fast and accurate cutting of a series of cuts to a fixed depth. The tool-slide may be advanced by a guide screw or, the guide-screw may be released and the slide advanced by a hand-lever.
The Curvilinear apparatus is for profile copying. It comprises a pair of standards on which is mounted a template bar. The tool-slide guide screw is released and the slide is advanced and retracted by the hand-lever under the control of an adjustable follower or rubber which rubs along the profile of the template. The follower is positioned at a high spot on the template and the main leadscrew of the slide-rest is rotated by the winch handle so the carriage may pass back and forth while light pressure on the hand-lever causes the cutter to penetrate the work. By cutting progressively ‘down-hill’ the work may be reduced to the same profile as the template. A final, finishing cut is taken after fine adjustment to the depth of the follower.
The Spherical Slide-rest has x and y axis slides, a main slide that rotates on a wormwheel and a tool-slide that runs on the main slide. The x and y slides are used to position the centre of rotation (the centre of the wormwheel). When the tool-slide is positioned on the main slide so that the point of the cutter is behind the centre of rotation a convex curve will result; and when the point of the cutter is in front of the centre of rotation a concave curve will result. To turn a true hemisphere it is necessary to place the centre of rotation exactly on the axis of the lathe spindle.
These Tazzae in Lignum Vitae and Mopane were made using the Spherical slide-rest. The double-curve flutes were cut with a long double quarter bead cutter cutting horizontally, one curve being the radius of the cutter and the second curve the radius of the slide-rest.
THE ORNAMENTAL CHUCKS
The Eccentric Chuck is used for multi-centre turning. It comprises a foundation plate which screws onto the spindle nose with parallel slide bars between which runs a sliding plate controlled by a leadscrew. On the sliding plate is mounted a worm-and-wheel of 96 teeth with a copy of the spindle nose in its centre on which the work is mounted. There is a locking pin to lock the slide with the nose at centre. By removing the locking pin and rotating the leadscrew, the slide is extended and the nose becomes eccentric to the axis of the lathe spindle; off-centre turning may then take place. Multi-centre turning is achieved by rotating the worm-wheel to different angles in relation to the orientation of the slide. This chuck may be run at normal speed when in its neutral or centre position but it should only be run quite slowly when eccentric unless suitable counterbalance weights are attached. There is no ‘best speed’ but all equipment should be free from vibration while running.
The Rectilinear Chuck is a larger version of the Eccentric Chuck. It has the advantage that the slide may be extended at either end so it may be used like a vertical slide for cutting straight lines or a series of cuts along a straight line. Being considerably heavier than the Eccentric Chuck, it is not intended to be run at speed but it can be rotated by the slow-motion drive. It has a nosewheel of 120 teeth so is capable of some divisions not possible on the 96-tooth wheel of the Eccentric Chuck. It is also useful as a platform for the Oblique Chuck.
The Ellipse Chuck is constructed in a similar way to the Eccentric Chuck except that the slide bars are fixed to the sliding plate and there is no leadscrew. The foundation plate is screwed to the lathe spindle and rotates while the sliding plate floats. There are two steel pallets mounted squarely across the back of the slide bars at top and bottom and these embrace a cam-ring; the cam-ring plate is clamped horizontally on the centre line across the face of the headstock with two adjusting thumb-screws and, when the cam-ring is positioned centrally, the slide will not float because, as the chuck rotates, the pallets are always an equal distance from centre.
However, when the cam-ring plate is moved off-centre (but still horizontal), the pallets, in embracing the ring, pull the sliding plate away from the centre each time it returns to horizontal; i.e. twice in each rotation; and similarly, each time the plate returns to vertical the slide is pulled back to centre. Meanwhile, the cutter, being in a fixed position on the centre line, cuts an elliptical path on the work. Like the Eccentric Chuck, the nosewheel
may be adjusted so that ellipses or patterns comprising elliptical cuts may be placed at any orientation. For extra stability some chucks have a sliding-block (see engraving), which is a ring with two parallel flats on its outer rim; the ring rotates around the cam-ring and the pallets slide along the flats; thus the bearing surfaces are continuous whereas, without the intervening sliding-block, the direct bearing between the pallets and the cam-ring is only tangential.
This elliptical box was made on the Ellipse Chuck; the lid and base were fixed to wood chucks with a paper and glue join. The insides and edges were turned at the same cam-ring setting so they were exactly parallel and finished to a tight fit; the lid was parted off and taped to the base. Then the lid pattern was cut with the ECF. The side pattern was done progressively from the edge of the lid, cutting through the tape. The fitting of the lid was eased afterwards. Finally the box was parted off at the paper join and the wood chuck turned to fit the inside profile so the bottom could be finished.
The Dome or Spherical Chuck is a work-holding device for placing the work on a 96-tooth nosewheel perpendicular to the axis of the lathe spindle. This enables domes and hemispheres to be shaped and ornamented and in this respect it is a partial substitute for the Spherical Slide-rest. The chuck is not intended to be ‘run’ but must be rotated under careful control, either by hand or under the control of the tangent screw; the index is not sufficiently strong to hold this chuck in position. In some applications the Dome Chuck is used in conjunction with a gear train and care must be taken to avoid any backlash when passing the point of balance; this problem can be largely overcome by the application of counterbalance weights. With the slide-rest parallel to the bed a dome may formed from a series of cuts taken to the same depth at successive intervals of the chuck nosewheel. Another use of the Dome Chuck is for cutting and ornamenting polygons; for this purpose the slide-rest is set across the bed and the facing surface is cut; successive surfaces are then cut following appropriate adjustment of the nosewheel.
The Pillar or Pencil Chuck is another form of Dome Chuck having a longer base with a dead centre at the opposite end to the nosewheel; this dead centre is to support long slender works such as pillars and pen and pencil barrels.
The Combination Dome/Rolling Oblique Chuck: for cutting and ornamenting round and pointed (gothic) domes.
The Combination Dome/Pitching Oblique Chuck: for cutting and ornamenting oblique facets and pyramids.
This pincushion box was made on the Dome Chuck; each face was cut with a long round-nosed cutter at maximum radius in the Horizontal Cutting Frame while the chuck was rotated very slowly under control of the tangent screw. The Dome Chuck was counter-balanced to avoid the chuck coming unscrewed or the surface being marred by backlash. The visible crack was caused by leaving this box on the windowsill in bright sunlight!
Oblique ChuckThe Oblique Chuck is used with the Rectilinear Chuck and in this combination can place the work in positions that are impossible with the Dome/Oblique Chuck combination; this is because the nosewheel of the Rectilinear Chuck can be adjusted on, below, or above centre whereas the Dome chuck can only be adjusted on or below centre. The Rectilinear/Oblique combination is also more stable.
THE SPIRAL APPARATUS, THE RECIPROCATOR AND THE GEOMETRIC CHUCK.
Spiral Apparatus: comprises a Dividing Chuck (on the lathe spindle) and a train of gears connected to the leadscrew of the main slide of the ornamental slide-rest; such that, when the leadscrew is rotated and the slide-rest carriage moves along the lathe bed, the lathe spindle will rotate according to the ratio of the gear train and the cutter will cut a spiral (or a screw-thread) on cylindrical work.
Two items made with the assistance of the Spiral apparatus: a pepper mill and salt cellar in African Blackwood and an oval casket in boxwood with a cameo on the lid.
The Reciprocator is used for making zigzag cuts. It comprises a rocking arm and an eccentric arm; the rocking arm is fixed to the Dividing Chuck on the tail of the lathe spindle, in place of the main spiral gear; the eccentric arm is joined to the rocking arm by a bolt screwed into one of the holes (the hole furthest from the spindle gives the least amount of rock); the next abor of the gear train is passed through the eccentric hole (or one of them if there are 2 or more) so that as the arbor rotates the eccentric, rotating within the steel ring at the end of the arm, causes the arm to push and pull on the rocking arm. This action causes the lathe spindle to rock back and forth instead of rotating as the gear train is rotated through its connection with the leadscrew of the slide-rest. Meanwhile the carriage of the slide-rest moves along the main slide so that the cutter follows a zigzag path along the work.
A Reciprocator pattern cut in polyester resin with the Universal Cutting Frame at around 30° from horizontal; giving a ‘flaming zigzag’ effect.
The Geometric Chuck is for cutting patterns made up of rolling circles. It has a fixed gear attached to the face of the headstock casting and a foundation plate that screws onto the lathe spindle nose. As the spindle rotates the fixed gear transmits movement through a gear train passing through the foundation plate and to a fixed gear on the bottom of the foundation plate of a second stage. The second stage will move slower than the first according to the value of change-wheels in the gear train. Each stage has an eccentric slide across its centre so that the axis of rotation of its nosewheel can be set eccentric to the nosewheel of the previous stage (or the nose of the lathe spindle). Thus, each stage has the rolling circle motion similar to that of the Epicycloidal Cutting Frame, but in this case, one rolling circle is superimposed upon another. Some Geometric Chucks have been constructed with as many as six stages and the patterns produced on them can be quite fantastic.
The overhang of a chuck of many stages could cause strain on the apparatus if mounted horizontally so these are usually mounted vertically and used for pen drawing or light engraving. One way of alleviating the problem of overhang is to mount a two-stage chuck on the lathe spindle and connect it through the Spiral apparatus to an Epicycloidal Cutting Frame in the Slide-rest. This gives almost the same range of movement as a three-stage chuck but with only the same overhang as a two-stager.
Here are some patterns cut on the Geometric Chuck by Norman Tweddle, past President of the Society of Ornamental Turners. These pieces are in the Society’s collection of ornamentally turned objects.
THE PORTRAIT OR MEDALLION LATHE AND SOME METHODS OF ROSE-TURNING.
Portrait or Medallion Lathes were very popular in the 18th century and Peter the Great of Russia had a superb collection of them. Here is one that copies cylindrical carving. It operates rather like the early cylindrical gramophone. The master is mounted on the back of the lathe spindle and the workpiece is mounted on the front.
A stylus follows the profile of the cylindrical Master under very light spring pressure. The stylus slides along a bar under the control of a fine leadscrew linked by gear trains to the lathe spindle and the cutting head. The cutting head slides along a second bar under control of its own leadscrew and a pantograph arrangement links the two bars. Whilst one-to-one copying is simpler, the quality of the workpiece is finer when it is reduced in ratio to the master; so, if for example, the reduction is two-to-one, the gear train and the leadscrew for the stylus should be at two-to-one ratio with the gear train and leadscrew to the cutting head so that the length of the piece is in the same proportion to its diameter and its length as is the master.
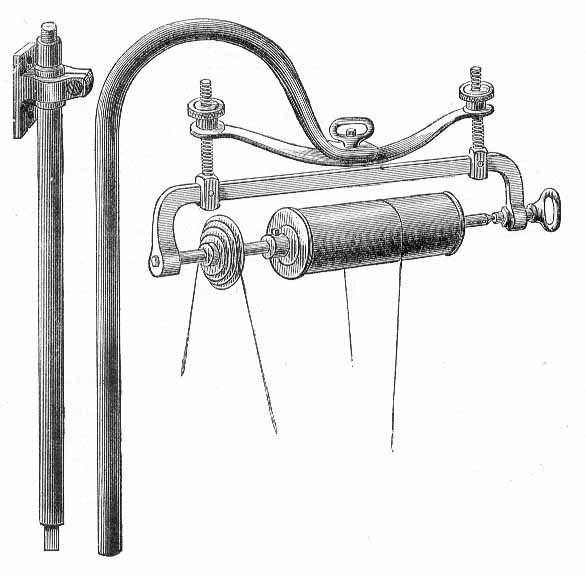
Simple Medallion Rests were made to be attached to ornamental turning lathes; this one was made by George Birch of Manchester.
Rose Chuck: a chuck with two horizontally opposed slides under the control of a rosette for cutting wavy lines on surfaces. As the chuck rotates the work oscillates following the profile of the rosette. Quite good results may be achieved with this apparatus but it requires patience to set up properly and it is inferior to a proper Rose Engine.
Rocking Headstock (or Rose Engine): the most usual method of cutting wavy lines on surfaces; the headstock rocks under the control of a rosette on the lathe spindle which is followed by a fixed rubber so that, as the spindle rotates, the rubber follows the edge profile of the rosette and forces the headstock to rock on its fore and aft cone bearings against the counter-pressure of a spring or a weight on a cord. The rosettes are usually in pairs with both edge and side profiles which, when followed by a ‘side’ rubber, cause the lathe spindle to ‘pump’ (traverse forwards and backwards) against a spring pushing or pulling at the rear of the spindle.
There is a ‘phasing’ or ‘click’ plate between the rosette barrel and the spindle so that, after one cut is made a subsequent cut may be ‘phased’ in relation to the first, by releasing the ‘click’ arm and rotating the barrel by a half or a quarter of one bump on the rosette. There are screws on either side of the rocking frame to lock it in the central position for ordinary turning or to limit the extent of rock; sometimes a pattern is introduced or faded out by progressively limiting the extent of rock. The spring may be adjusted either to push or to pull and a rubber may be placed in the holder at the far side of the headstock with the effect that the line cut is the reverse of the profile on the rosette; i.e. a convex lobe on the rosette will cause a concave cut on the work.
Rocking Slide-Rest: another method of cutting wavy lines on surfaces; the slide-rest rocks on cone bearings within a narrow base that fits between the shears of the lathe bed. The rocking movement is controlled by a rosette mounted on the lathe spindle behind the chuck. As it rotates the bumps on the rosette press against a rubber fixed to one of the rocking arms of the slide-rest so that, as the spindle rotates, the rubber follows the profile of the rosette and forces the slide-rest to rock against the counter-pressure of a spring or a weight on a cord.
The Geometric (or sliding) Slide-Rest): another way of cutting wavy lines on surfaces under the control of a rosette. The main slide of the rest has a spring in place of the usual leadscrew and this forces a rubber against a template. The template is mounted on a spindle connected by a gear train to the lathe spindle so that when the template is rotated the slide oscillates and the gear train turns the lathe spindle. The profile of the template is repeated several times around the work according to the ratio of the gear train.
Here is the Geometric Slide-rest in action ornamenting one side of a hexagonal box held on the Dome Chuck.
The Rose Engine and Ornamental Turning Lathe is a light form of Rose Engine, almost identical to an Ornamental Turning lathe but with a rocking headstock which carries a single rosette carrier mounted on the tail of the lathe spindle.
Here are some rose-turned pieces: a ring stand in lignum vitae, a Tazza in Mopane and a box in African Blackwood and Pink Ivory wood. All were turned with the horizontal cutting frame; the Tazza on Eccentric and Oblique chucks combined and the box lid was made from four separate pieces.
A fixed cutter is sometimes used; usually a narrow pointed tool to cut quite fine line cuts. However, very skilful turners sometimes use a broad moulded edge cutter but it needs to be controlled very carefully and, because of the slow speed of rotation, it can take only the thinnest of cuts and the cutter must be extremely sharp. Rose Engines are also used in the jewellery trade for cutting fine patterns in silver and gold using a fixed cutter.
The full Rose Engine lathe has a massive rocking headstock and a barrel of rosettes surrounding the lathe spindle. It has the advantage that its great weight gives it more stability than the lighter types; this results in smooth operation which imparts a fine finish to the work. There are very few of these magnificent machines, the most complete and expensive one ever made was sold by Holtzapffels in 1836 for the princely sum of £1850, an amount sufficient at that time to buy a small country estate. The one illustrated below was first sold in 1816 for the lesser but still very significant sum of £367.10.0.
Any reader who requires specific information about O T equipment and techniques not covered in this section is invited to log into the website www.the-sot.com and complete an Enquiry Form.
by John Edwards
INTRODUCTION
Complex lathes started to be developed in about the 15th century when the nobility of Europe commissioned and collected the beautiful wood and ivory turnings made on them. During the 17th and 18th centuries kings and princes employed the best turners and engineers to produce ever more complex machines and fantastic artefacts and many of the nobility took up ornamental turning as a hobby. Following the French Revolution the centre of interest in this hobby transferred from France to England where it spread widely, not only among the aristocracy but later to the wealthy middle classes. This change was largely influenced by John Jacob Holtzapffel, an engineer of Alsatian descent who moved from Strasburg to London in 1792 and set up a lathe-making business that was to flourish until the First World War. With the advent of the motorcar the hobby of ornamental turning was largely abandoned until 1948 when the Society of Ornamental Turners was formed.
An ornamental turning lathe may be described as a combination of a light engineering lathe with a milling or engraving machine and having additional complexities to position the work and/or the cutting tool to move on a path other than circular. The following notes describe the main features:
The Traversing Mandrel or Screw-Mandrel (or lathe spindle) traverses (or slides) so that the work may be advanced towards the cutter under the control of a swash-plate for obliquely-inclined cutting, by a rosette for cutting wavy lines on cylinders or by a screw-thread guide for cutting short screw threads.
The Overhead Drive is a system of bands and pulleys to drive a Cutting Frame (holder of
 a flying cutter) which cuts shapes or patterns into the work according to the profile of the cutter and its path of movement.
a flying cutter) which cuts shapes or patterns into the work according to the profile of the cutter and its path of movement.Early complex lathes had an overhead flywheel to drive the ornamental cutters but this was not popular in England where Holtzapffel introduced the ‘Shepherd’s Crook’ type whereby a band from the under-bed flywheel drives a drum from which a second band drives the ornamental cutting frame. J H Evans later introduced a Double Standard Overhead having cranes with weights and jockey pulleys to give adequate tension to the drive band at all times. Several other methods were developed, one of the best of these is the single crane type often used by modern turners with an electric motor doubling as a counterbalance weight.
Here is a typical high-class late model Ornamental Turning lathe by Holtzapffel (m
 ade at the start of the First World War) with double mahogany frame, treadle, flywheel, shepherd’s crook overhead, screw-mandrel headstock, screw-barrel tailstock, ornamental slide-rest and mahogany backboard chest of tools.
ade at the start of the First World War) with double mahogany frame, treadle, flywheel, shepherd’s crook overhead, screw-mandrel headstock, screw-barrel tailstock, ornamental slide-rest and mahogany backboard chest of tools.Cutters and Drills were supplied in mahogany chests. There are several sizes of cutters: long ones for use as fixed tools, called Slide-rest cutters, short ones for use in the revolving Cutting Frames, small section ones for the Eccentric Cutting Frame and usually two sizes of drills; the drills have tapered shanks made individually to fit each hand-made drilling spindle. Two drilling spindles are shown at the right-hand side of the chest, together with a pad handle for using slide-rest cutters as hand-tools. In front of the chest is a lever for ejecting drills and tweezers for extracting cutters from the chest.
The Drilling Spindle is used to drills single holes, patterns of holes or, like a router, to cut flutes. Some drills have fancy profiles for cutting mouldings. Many modern turners use a small Jacobs Chuck and straight shank drills.
Much of the ornamentation on this Victorian style Posyholder was done with the drilling spindle; the techniques used include: cutting pearls or beads, cutting flutes and drilling rings and holes.
THE ORNAMENTAL CUTTING FRAMES
A series of frames to hold flying cutters which describe different movements, such as: gashing cuts at any angle, routing cuts for flutes and mouldings, planing cuts and circular, elliptical and epicycloidal cuts. The cutting heads or spindles are driven over pulleys by a thin round belt from the overhead.
The Horizontal Cutting Frame is used with a single point cutter or occasionally with a small horizontal milling cutter. Individual plunge cuts may be taken at regular intervals to create a variety of patterns or
 , continuous swathes cut to
, continuous swathes cut to 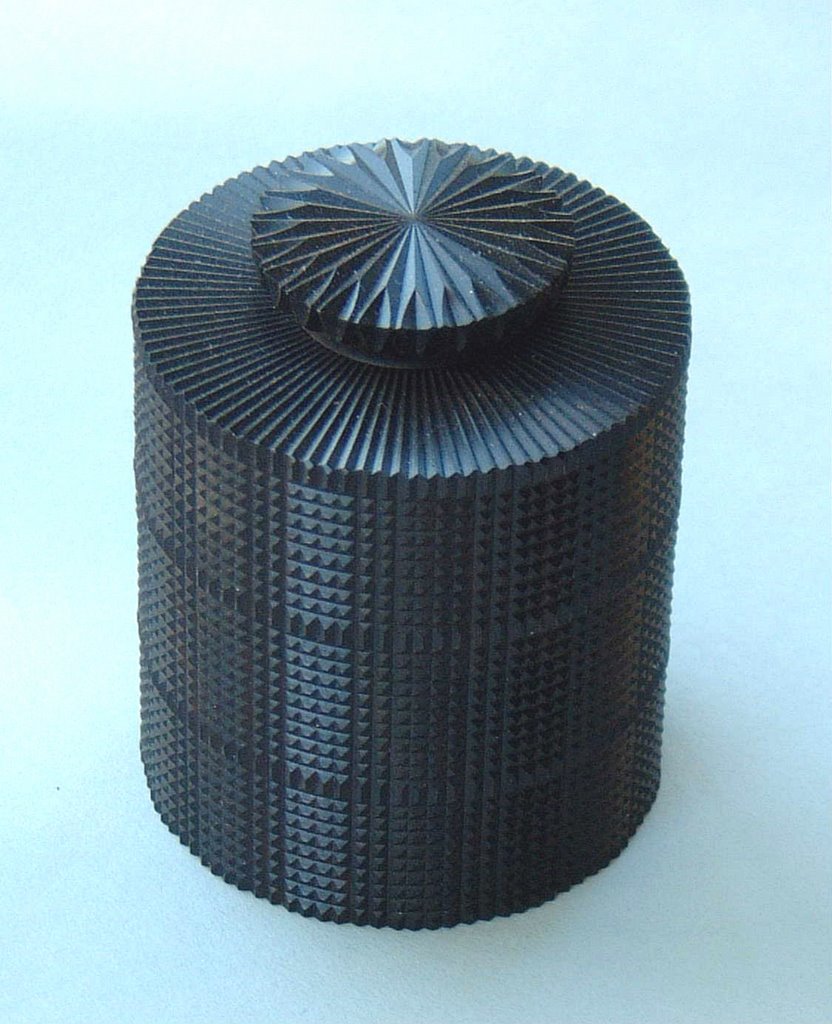 produce curved areas. Long or short cutters may be used for large or small radius cuts.
produce curved areas. Long or short cutters may be used for large or small radius cuts.The patterns on these boxes were cut with the Horizontal Cutting Frame; one using a round-nosed cutter and the other a point tool.
The Vertical Cutting Frame rotates in the vertical plane
 so cutting a vertical slash, groove or flute and it is used with a single point cutter cutting vertically upwards; the inconvenience of throwing wood shavings into the face of the operator is preferable to the real risk that cutting downwards can loosen the chuck on the spindle nose thread and spoil the work. The closed-end type runs very efficiently on point bearings but the open-ended type is more versatile as it can take a longer cutter for those times when a large radius concave cut is required.
so cutting a vertical slash, groove or flute and it is used with a single point cutter cutting vertically upwards; the inconvenience of throwing wood shavings into the face of the operator is preferable to the real risk that cutting downwards can loosen the chuck on the spindle nose thread and spoil the work. The closed-end type runs very efficiently on point bearings but the open-ended type is more versatile as it can take a longer cutter for those times when a large radius concave cut is required.Here a bamboo pattern is being cut vertically on the main component of a Wassail Bowl; the wide flutes were also cut vertically.
The Universal Cutting Frame is used in exactly the same way as the Vertical and Horizontal Cutting Frames except that the cutting head may be adjusted to cut at any angle between the horizontal and the vertical. The enclosed type has the disadvantage that the pulleys may foul the work if it is required to cut up close to a shoulder.
The Geared Universal Cutting Frame has the advantage that the cutter may go very close to the work surface as the drive pulleys do not obstruct it, thus allowing a very small radius cutter to be used.
The Birch style Universal Cutting Frame uses bevel gears to transmit the drive and the more modern type uses a continuous loop driving band.
Here are some Perspex wine coasters with patterns cut by the Universal Cutting Frame.
The Internal Cutting Frame has the cutter head on an extended shaft so that it may enter deep into the work.
These have various purposes: for cleaning into internal corners, under-cutting or piercing through from the inside; some are used for cutting the internal sides of polygons. They are sometimes used in conjunction with cranked cutters. The right-angle tool-holder is useful for deep cutting and boring as it may be advanced by the long leadscrew of the slide-rest instead of the short guide screw of the tool-slide.
The Eccentric Cutting Frame is similar to a boring head, having a cutter box that can be set to drill a hole on centre or set eccentrically cut a circular groove of any radius within its range. It is used with a single point cutter for individual plunge cuts or continuous swathe cuts. A plunge cut gives a circular indentation with a radius equal to the eccentricity of the instrument, which is adjustable from zero to 1½ inches or more. Using a point tool; a series of cuts may be taken at regular intervals around the work to form a variety of patterns such as the barleycorn, the turk's head and others; or, by adjusting the radius of the cutter by regular intervals, shell patterns may be formed. Using a round-nosed cutter the tool may be used to take planing cuts to form facets or hemispheres.
The lid of this African Blackwood box was cut with the Eccentric Cutting Frame; the background pattern comprises series of 5 shallow cuts made with one space intervening. The centre pattern was cut deeper by double counting with the Eccentric Chuck.
The top of this pepper mill was cut with the Eccentric Cutting Frame at an angle of about 45°to the lathe axis.
The Ellipse Cutting Frame is like an Eccentric C/F but with two eccentricities and a 2:1 gear ratio between them so that when rotated, the cutter follows an elliptical instead of a circular path. The radius of the cutting head is adjusted to half the required minor axis of the ellipse to be cut. The spindle of the cutting head rotates within a socket on a flange; fixed to the back of this short spindle is a 36-tooth gear meshed with another 36-tooth gear combined with a 24-tooth gear meshed with a 48-tooth gear. The 36/24-tooth combination is on the pivot point of the flange and the 48-tooth gear is fixed to the main spindle which passes through the large pulley. When the large pulley is rotated the whole of the apparatus rotates around the 48-tooth gear but as the ratio of the gearing is 2:1 the cutting head rotates at twice the speed of the pulley and in the opposite direction. The flange plate may be released and moved in an arc around the pivot point so that the socket becomes eccentric to the axis of the main spindle; this eccentricity equals half the difference between the minor and major axes of the ellipse to be cut. Alterations to the eccentricity of the flange plate, being in an arc, not a straight line, change the plane of the subsequent ellipses so, to keep a series of ellipses on a common plane, it is necessary to compensate for the flange angle; this is done by rotating the main spindle by an equal change of angle using the worm and wheel adjustment at the back end of the main spindle.
The pattern on this dome-top box was cut with the Ellipse Cutting Frame and comprises a series of ellipses in a 3-looped rolling circle achieved by double counting with the Eccentric Chuck.
The four-leaf clover pattern cut in this flat-top box was made with the Ellipse Cutting Frame with substitute gears so that the motion produced a four-lobed cut instead of an ellipse.
The Epicycloidal Cutting Frame is a later development of the Ellipse Cutting Frame having an extended gear train with change-wheels so that the cutter may be made to describe an epicycloidal path (rolling circle) thus producing a series of looped figures according to the ratios of the available gear combinations.
In its basic form it can only cut fine line patterns of no great depth but, for deeper cutting it may be used with miniature cutting heads which are driven by a separate band from the overhead and these facilitate the cutting of deeper patterns without unacceptable strain on the instrument. A selection of miniature cutting heads is shown below with:
The Segment Cutting Frame, an instrument similar to the Eccentric Cutting Frame but with a ring of segment stops to terminate the cut to an arc. A fixed cutter in this instrument can only scratch a fine line but the miniature heads allow deep cuts to be made. The heads illustrated are: a stylus, an eccentric cutter, a drill and an internal cutter.
The Rose Cutting Frame works on a similar principle to the Eccentric, Ellipse etc. Cutting Frames but its head runs in a slide against the force of a spring and at one end of the head is fixed a rod passing through the back of the slide with a rubber on the end which presses onto a rosette so that as the head is rotated it oscillates, following the profile of the rosette. A pulley-driven worm-and-wheel at the back rotates the head by the main spindle which passes through the square shaft. Phasing of cuts in a series may be effected by a second worm-and-wheel at the front end by which the rosette
Miniature Horizontal Cutting Headcarrier is attached to the shaft.
On its own the Rose Cutting Frame has limited use because it can only cut fine line patterns; cutting of any depth is not possible because of its slow speed. However, like the previous cutting frames, this one may also be used with a miniature cutting head to provide the necessary speed for deep cutting. A miniature Horizontal Cutting Head has been developed by Fred Armbruster of the U.S.A. and, with the aid of this excellent addition, the Rose Cutting Frame can place rose patterns at any position on a workpiece of any shape.
The following example is an (unfinished) egg shape in Pink Ivory wood on which rose pattern have been cut at regular intervals over the surface by the Rose Cutting Frame with the miniature Horizontal C/H. This technique can only be duplicated on a proper Rose Engine with a complex circular chuck which allows rotation on several planes; such a chuck is used by jewellers when making Fabergé style ornamented eggs.
CUTTER SHARPENING, INDEXING AND THE HEADSTOCK
The Goniostat is an instrument for holding cutters at compound angles for grinding and honing. There is also a simple holder which rocks from side to side on a ball foot for honing round-nosed cutters. Ornamental cutters are sharpened as scrapers, with no top rake. Instead of the traditional emery, oilstone powder, pumice and crocus powder, more and more modern turners are now using diamond compounds for sharpening cutters.
Indexing between cuts is effected by an index or detent and division plate which arrests the lathe spindle at any point in its rotation so that a cut, or a series of cuts, may be made with a cutting frame. The simple index is a pointed detent on a spring-steel blade pivoting in a ball screwed into the headstock casting. The adjustable index has the facility of being lengthened or shortened by the adjusting and locking screws and this is useful when it is required to place a cut in a position where the simple index cannot enter conveniently into a hole on the division plate.
Slow headstock drive: a tangent screw and worm-wheel may be engaged to drive the headstock slowly so that a cutting frame may cut a swathe on the work. The wormwheel which has 180 teeth, provides an alternative means of indexing and the tangent screw also gives the facility of locking the lathe spindle more securely than is possible with the index and division plate.
Headstock Segment apparatus: so that swathe cuts may be constrained to a pre-determined segment or segments of a rotation, there is a pillar with adjustable stops next to the worm-wheel; rotation of the spindle may be stopped within any segment by taper pins placed in any two the series of 72 holes drilled in the rim of the worm-wheel; fine adjustment is effected by stop screws.
SLIDE-RESTS
The Ornamental Slide-Rest is like a compound slide but with angular adjustment to the main slide and an adjustable stop screw on the tool-slide for fast and accurate cutting of a series of cuts to a fixed depth. The tool-slide may be advanced by a guide screw or, the guide-screw may be released and the slide advanced by a hand-lever.
The Curvilinear apparatus is for profile copying. It comprises a pair of standards on which is mounted a template bar. The tool-slide guide screw is released and the slide is advanced and retracted by the hand-lever under the control of an adjustable follower or rubber which rubs along the profile of the template. The follower is positioned at a high spot on the template and the main leadscrew of the slide-rest is rotated by the winch handle so the carriage may pass back and forth while light pressure on the hand-lever causes the cutter to penetrate the work. By cutting progressively ‘down-hill’ the work may be reduced to the same profile as the template. A final, finishing cut is taken after fine adjustment to the depth of the follower.
The Spherical Slide-rest has x and y axis slides, a main slide that rotates on a wormwheel and a tool-slide that runs on the main slide. The x and y slides are used to position the centre of rotation (the centre of the wormwheel). When the tool-slide is positioned on the main slide so that the point of the cutter is behind the centre of rotation a convex curve will result; and when the point of the cutter is in front of the centre of rotation a concave curve will result. To turn a true hemisphere it is necessary to place the centre of rotation exactly on the axis of the lathe spindle.
These Tazzae in Lignum Vitae and Mopane were made using the Spherical slide-rest. The double-curve flutes were cut with a long double quarter bead cutter cutting horizontally, one curve being the radius of the cutter and the second curve the radius of the slide-rest.
THE ORNAMENTAL CHUCKS
The Eccentric Chuck is used for multi-centre turning. It comprises a foundation plate which screws onto the spindle nose with parallel slide bars between which runs a sliding plate controlled by a leadscrew. On the sliding plate is mounted a worm-and-wheel of 96 teeth with a copy of the spindle nose in its centre on which the work is mounted. There is a locking pin to lock the slide with the nose at centre. By removing the locking pin and rotating the leadscrew, the slide is extended and the nose becomes eccentric to the axis of the lathe spindle; off-centre turning may then take place. Multi-centre turning is achieved by rotating the worm-wheel to different angles in relation to the orientation of the slide. This chuck may be run at normal speed when in its neutral or centre position but it should only be run quite slowly when eccentric unless suitable counterbalance weights are attached. There is no ‘best speed’ but all equipment should be free from vibration while running.
The Rectilinear Chuck is a larger version of the Eccentric Chuck. It has the advantage that the slide may be extended at either end so it may be used like a vertical slide for cutting straight lines or a series of cuts along a straight line. Being considerably heavier than the Eccentric Chuck, it is not intended to be run at speed but it can be rotated by the slow-motion drive. It has a nosewheel of 120 teeth so is capable of some divisions not possible on the 96-tooth wheel of the Eccentric Chuck. It is also useful as a platform for the Oblique Chuck.
The Ellipse Chuck is constructed in a similar way to the Eccentric Chuck except that the slide bars are fixed to the sliding plate and there is no leadscrew. The foundation plate is screwed to the lathe spindle and rotates while the sliding plate floats. There are two steel pallets mounted squarely across the back of the slide bars at top and bottom and these embrace a cam-ring; the cam-ring plate is clamped horizontally on the centre line across the face of the headstock with two adjusting thumb-screws and, when the cam-ring is positioned centrally, the slide will not float because, as the chuck rotates, the pallets are always an equal distance from centre.
However, when the cam-ring plate is moved off-centre (but still horizontal), the pallets, in embracing the ring, pull the sliding plate away from the centre each time it returns to horizontal; i.e. twice in each rotation; and similarly, each time the plate returns to vertical the slide is pulled back to centre. Meanwhile, the cutter, being in a fixed position on the centre line, cuts an elliptical path on the work. Like the Eccentric Chuck, the nosewheel
may be adjusted so that ellipses or patterns comprising elliptical cuts may be placed at any orientation. For extra stability some chucks have a sliding-block (see engraving), which is a ring with two parallel flats on its outer rim; the ring rotates around the cam-ring and the pallets slide along the flats; thus the bearing surfaces are continuous whereas, without the intervening sliding-block, the direct bearing between the pallets and the cam-ring is only tangential.
This elliptical box was made on the Ellipse Chuck; the lid and base were fixed to wood chucks with a paper and glue join. The insides and edges were turned at the same cam-ring setting so they were exactly parallel and finished to a tight fit; the lid was parted off and taped to the base. Then the lid pattern was cut with the ECF. The side pattern was done progressively from the edge of the lid, cutting through the tape. The fitting of the lid was eased afterwards. Finally the box was parted off at the paper join and the wood chuck turned to fit the inside profile so the bottom could be finished.
The Dome or Spherical Chuck is a work-holding device for placing the work on a 96-tooth nosewheel perpendicular to the axis of the lathe spindle. This enables domes and hemispheres to be shaped and ornamented and in this respect it is a partial substitute for the Spherical Slide-rest. The chuck is not intended to be ‘run’ but must be rotated under careful control, either by hand or under the control of the tangent screw; the index is not sufficiently strong to hold this chuck in position. In some applications the Dome Chuck is used in conjunction with a gear train and care must be taken to avoid any backlash when passing the point of balance; this problem can be largely overcome by the application of counterbalance weights. With the slide-rest parallel to the bed a dome may formed from a series of cuts taken to the same depth at successive intervals of the chuck nosewheel. Another use of the Dome Chuck is for cutting and ornamenting polygons; for this purpose the slide-rest is set across the bed and the facing surface is cut; successive surfaces are then cut following appropriate adjustment of the nosewheel.
The Pillar or Pencil Chuck is another form of Dome Chuck having a longer base with a dead centre at the opposite end to the nosewheel; this dead centre is to support long slender works such as pillars and pen and pencil barrels.
The Combination Dome/Rolling Oblique Chuck: for cutting and ornamenting round and pointed (gothic) domes.
The Combination Dome/Pitching Oblique Chuck: for cutting and ornamenting oblique facets and pyramids.
This pincushion box was made on the Dome Chuck; each face was cut with a long round-nosed cutter at maximum radius in the Horizontal Cutting Frame while the chuck was rotated very slowly under control of the tangent screw. The Dome Chuck was counter-balanced to avoid the chuck coming unscrewed or the surface being marred by backlash. The visible crack was caused by leaving this box on the windowsill in bright sunlight!
Oblique ChuckThe Oblique Chuck is used with the Rectilinear Chuck and in this combination can place the work in positions that are impossible with the Dome/Oblique Chuck combination; this is because the nosewheel of the Rectilinear Chuck can be adjusted on, below, or above centre whereas the Dome chuck can only be adjusted on or below centre. The Rectilinear/Oblique combination is also more stable.
THE SPIRAL APPARATUS, THE RECIPROCATOR AND THE GEOMETRIC CHUCK.
Spiral Apparatus: comprises a Dividing Chuck (on the lathe spindle) and a train of gears connected to the leadscrew of the main slide of the ornamental slide-rest; such that, when the leadscrew is rotated and the slide-rest carriage moves along the lathe bed, the lathe spindle will rotate according to the ratio of the gear train and the cutter will cut a spiral (or a screw-thread) on cylindrical work.
Two items made with the assistance of the Spiral apparatus: a pepper mill and salt cellar in African Blackwood and an oval casket in boxwood with a cameo on the lid.
The Reciprocator is used for making zigzag cuts. It comprises a rocking arm and an eccentric arm; the rocking arm is fixed to the Dividing Chuck on the tail of the lathe spindle, in place of the main spiral gear; the eccentric arm is joined to the rocking arm by a bolt screwed into one of the holes (the hole furthest from the spindle gives the least amount of rock); the next abor of the gear train is passed through the eccentric hole (or one of them if there are 2 or more) so that as the arbor rotates the eccentric, rotating within the steel ring at the end of the arm, causes the arm to push and pull on the rocking arm. This action causes the lathe spindle to rock back and forth instead of rotating as the gear train is rotated through its connection with the leadscrew of the slide-rest. Meanwhile the carriage of the slide-rest moves along the main slide so that the cutter follows a zigzag path along the work.
A Reciprocator pattern cut in polyester resin with the Universal Cutting Frame at around 30° from horizontal; giving a ‘flaming zigzag’ effect.
The Geometric Chuck is for cutting patterns made up of rolling circles. It has a fixed gear attached to the face of the headstock casting and a foundation plate that screws onto the lathe spindle nose. As the spindle rotates the fixed gear transmits movement through a gear train passing through the foundation plate and to a fixed gear on the bottom of the foundation plate of a second stage. The second stage will move slower than the first according to the value of change-wheels in the gear train. Each stage has an eccentric slide across its centre so that the axis of rotation of its nosewheel can be set eccentric to the nosewheel of the previous stage (or the nose of the lathe spindle). Thus, each stage has the rolling circle motion similar to that of the Epicycloidal Cutting Frame, but in this case, one rolling circle is superimposed upon another. Some Geometric Chucks have been constructed with as many as six stages and the patterns produced on them can be quite fantastic.
The overhang of a chuck of many stages could cause strain on the apparatus if mounted horizontally so these are usually mounted vertically and used for pen drawing or light engraving. One way of alleviating the problem of overhang is to mount a two-stage chuck on the lathe spindle and connect it through the Spiral apparatus to an Epicycloidal Cutting Frame in the Slide-rest. This gives almost the same range of movement as a three-stage chuck but with only the same overhang as a two-stager.
Here are some patterns cut on the Geometric Chuck by Norman Tweddle, past President of the Society of Ornamental Turners. These pieces are in the Society’s collection of ornamentally turned objects.
THE PORTRAIT OR MEDALLION LATHE AND SOME METHODS OF ROSE-TURNING.
Portrait or Medallion Lathes were very popular in the 18th century and Peter the Great of Russia had a superb collection of them. Here is one that copies cylindrical carving. It operates rather like the early cylindrical gramophone. The master is mounted on the back of the lathe spindle and the workpiece is mounted on the front.
A stylus follows the profile of the cylindrical Master under very light spring pressure. The stylus slides along a bar under the control of a fine leadscrew linked by gear trains to the lathe spindle and the cutting head. The cutting head slides along a second bar under control of its own leadscrew and a pantograph arrangement links the two bars. Whilst one-to-one copying is simpler, the quality of the workpiece is finer when it is reduced in ratio to the master; so, if for example, the reduction is two-to-one, the gear train and the leadscrew for the stylus should be at two-to-one ratio with the gear train and leadscrew to the cutting head so that the length of the piece is in the same proportion to its diameter and its length as is the master.
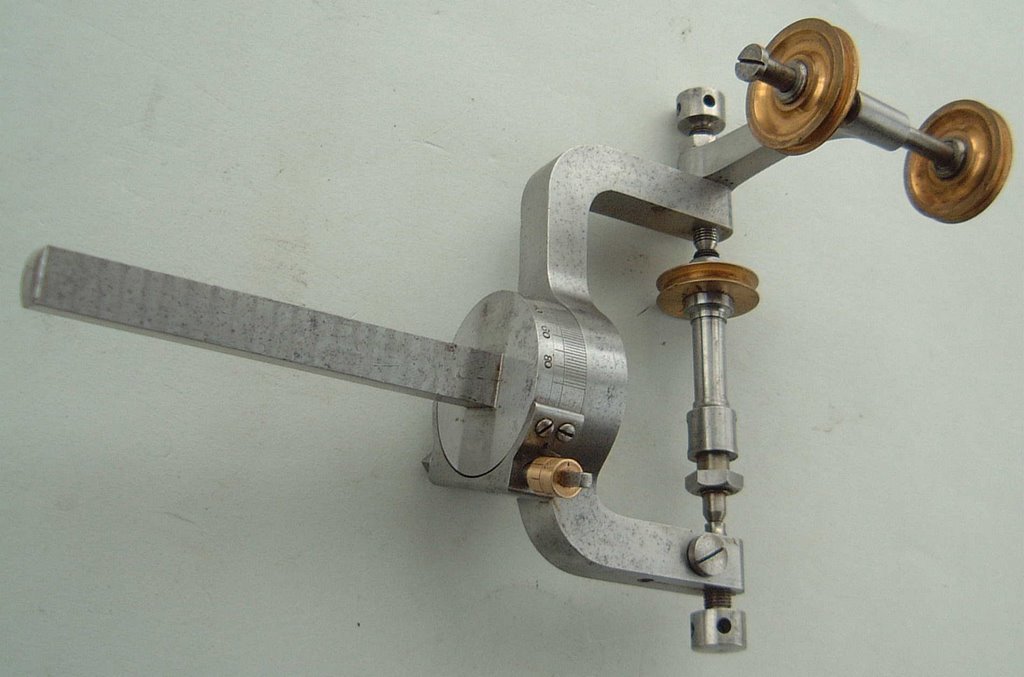
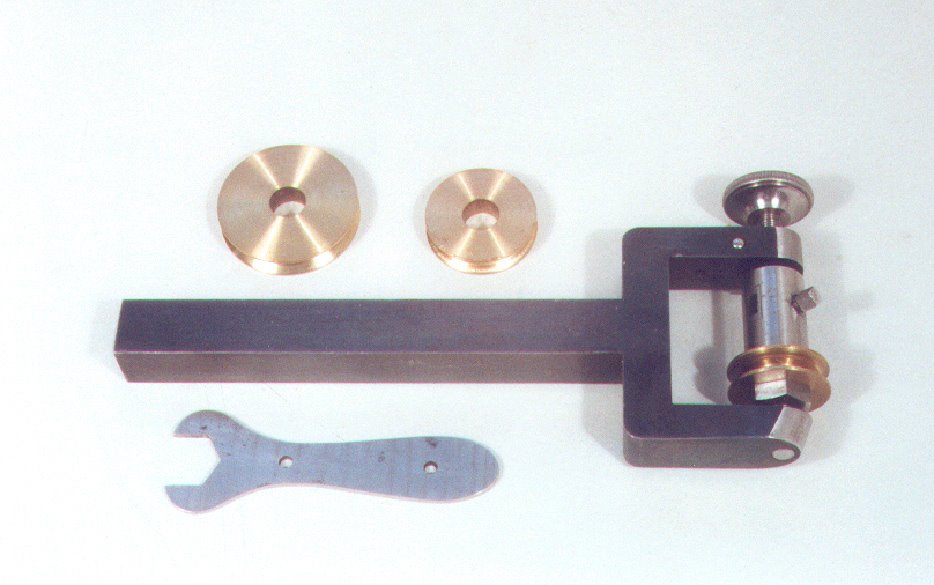
Simple Medallion Rests were made to be attached to ornamental turning lathes; this one was made by George Birch of Manchester.
Rose Chuck: a chuck with two horizontally opposed slides under the control of a rosette for cutting wavy lines on surfaces. As the chuck rotates the work oscillates following the profile of the rosette. Quite good results may be achieved with this apparatus but it requires patience to set up properly and it is inferior to a proper Rose Engine.
Rocking Headstock (or Rose Engine): the most usual method of cutting wavy lines on surfaces; the headstock rocks under the control of a rosette on the lathe spindle which is followed by a fixed rubber so that, as the spindle rotates, the rubber follows the edge profile of the rosette and forces the headstock to rock on its fore and aft cone bearings against the counter-pressure of a spring or a weight on a cord. The rosettes are usually in pairs with both edge and side profiles which, when followed by a ‘side’ rubber, cause the lathe spindle to ‘pump’ (traverse forwards and backwards) against a spring pushing or pulling at the rear of the spindle.
There is a ‘phasing’ or ‘click’ plate between the rosette barrel and the spindle so that, after one cut is made a subsequent cut may be ‘phased’ in relation to the first, by releasing the ‘click’ arm and rotating the barrel by a half or a quarter of one bump on the rosette. There are screws on either side of the rocking frame to lock it in the central position for ordinary turning or to limit the extent of rock; sometimes a pattern is introduced or faded out by progressively limiting the extent of rock. The spring may be adjusted either to push or to pull and a rubber may be placed in the holder at the far side of the headstock with the effect that the line cut is the reverse of the profile on the rosette; i.e. a convex lobe on the rosette will cause a concave cut on the work.
Rocking Slide-Rest: another method of cutting wavy lines on surfaces; the slide-rest rocks on cone bearings within a narrow base that fits between the shears of the lathe bed. The rocking movement is controlled by a rosette mounted on the lathe spindle behind the chuck. As it rotates the bumps on the rosette press against a rubber fixed to one of the rocking arms of the slide-rest so that, as the spindle rotates, the rubber follows the profile of the rosette and forces the slide-rest to rock against the counter-pressure of a spring or a weight on a cord.
The Geometric (or sliding) Slide-Rest): another way of cutting wavy lines on surfaces under the control of a rosette. The main slide of the rest has a spring in place of the usual leadscrew and this forces a rubber against a template. The template is mounted on a spindle connected by a gear train to the lathe spindle so that when the template is rotated the slide oscillates and the gear train turns the lathe spindle. The profile of the template is repeated several times around the work according to the ratio of the gear train.
Here is the Geometric Slide-rest in action ornamenting one side of a hexagonal box held on the Dome Chuck.
The Rose Engine and Ornamental Turning Lathe is a light form of Rose Engine, almost identical to an Ornamental Turning lathe but with a rocking headstock which carries a single rosette carrier mounted on the tail of the lathe spindle.
Here are some rose-turned pieces: a ring stand in lignum vitae, a Tazza in Mopane and a box in African Blackwood and Pink Ivory wood. All were turned with the horizontal cutting frame; the Tazza on Eccentric and Oblique chucks combined and the box lid was made from four separate pieces.
A fixed cutter is sometimes used; usually a narrow pointed tool to cut quite fine line cuts. However, very skilful turners sometimes use a broad moulded edge cutter but it needs to be controlled very carefully and, because of the slow speed of rotation, it can take only the thinnest of cuts and the cutter must be extremely sharp. Rose Engines are also used in the jewellery trade for cutting fine patterns in silver and gold using a fixed cutter.
The full Rose Engine lathe has a massive rocking headstock and a barrel of rosettes surrounding the lathe spindle. It has the advantage that its great weight gives it more stability than the lighter types; this results in smooth operation which imparts a fine finish to the work. There are very few of these magnificent machines, the most complete and expensive one ever made was sold by Holtzapffels in 1836 for the princely sum of £1850, an amount sufficient at that time to buy a small country estate. The one illustrated below was first sold in 1816 for the lesser but still very significant sum of £367.10.0.
Any reader who requires specific information about O T equipment and techniques not covered in this section is invited to log into the website www.the-sot.com and complete an Enquiry Form.
posted by Ornamental Turning at 2:15 am
![]()

0 Comments:
Post a Comment
<< Home